


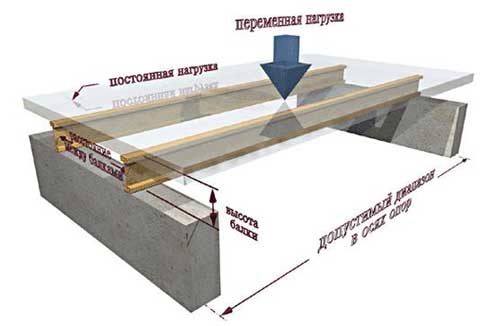
Двутавровая балка — один из наиболее востребованных видов сортового металлического проката. Она отличается повышенной прочностью, так, если сравнивать ее со стандартным прямоугольным профилем, то она будет в 7 раз прочнее и почти в 30 раз жестче, а сечение в виде буквы Н позволяет двутавровым балкам быть средством перенесения высоких вертикальных и горизонтальных нагрузок на основную несущую опору.
Благодаря этим своим свойствам двутавровые балки широко используются в строительстве и машиностроении как элемент подвесных путей, опорных и колонных конструкций, несущих ребер прочности в составе тяжелых механизмов и т.д. Как правило, в производстве двутавровых балок используют углеродистые и низколегированные стали. Изготавливают их методом горячего или прокатывания на металлургических станах.
Маркировка по ГОСТам
Двутавровые балки маркируются в зависимости от того, каким является сечение и соотношение геометрических форм и размеров.
Изделия с параллельными полками по ГОСТ 26020 83 маркируются литерами:
- У - узкополочные;
- Б - нормальные;
- Д - среднеполочные;
- Ш - широкополочные;
- К - опорно-колонные, они отличаются почти одинаковой высотой профиля и шириной полки.
Балки с наклонными гранями, делятся на:
- О - обычные, с уклоном внутренних граней на 6–12% (ГОСТ 8239 89);
- М - монорельсовые, предназначенные для монтажа подвесных путей, имеющие угол наклона не больше 12% (ГОСТ 19425 74);
- С - сварные, имеющие угол наклона до 16 %, предназначенные для крепления шахтных проходов стволов.
Кроме того, в зависимости от уровня точности изготовления и сферы применения двутавровые балки делятся на классы:
- А - высокоточные балки специального назначения;
- Б - горячекатаные балки обычной точности;
- В - горячекатаные балки повышенной точности.
Кроме того, в зависимости от состояния поставок, балка двутавровая характеристики которой зависят от множества факторов, подразделяется на:
- балки мерной длины;
- балки немерной длины;
- балки кратной мерной длины.
При этом ширина полки не должна быть больше 1,5 высоты стенки двутавра, а предельно допустимое отношение толщины полок к толщине стенки не превышает 1:4.
Характеристики по ГОСТУ и СТО АСЧМ 20-93
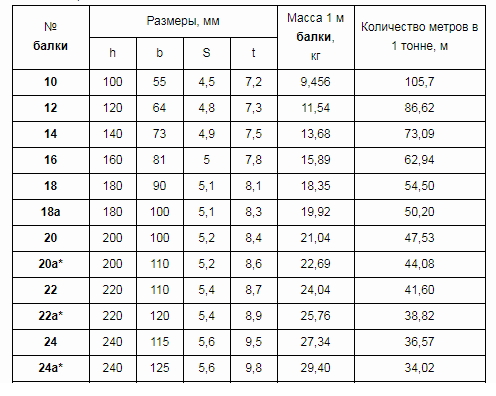
Большим спросом у заказчиков пользуются двутавровые балки, изготовленные по ГОСТ 8239. Их производят горячекатаным способом с определенным уклоном граней полок из сталей марок 09Г2С, Ст3 или 3пс5сп. В номерах позиций зашифровывают информацию о расстоянии между гранями балки, в зависимости от градуса уклона. Номер балки определяет расстояние между внешними гранями полок. При производстве изделий по индивидуальному заказу, размеры изделий могут дополнительно изменяться.
Зная смысл этих обозначений, можно разобраться в ГОСТовской маркировке конкретных изделий. Например, перед нами двутавровая балка с маркировкой — 26Б2. Если грани у этой балки параллельны, то первые две цифры в маркировке будут обозначать в сантиметрах высоту группы профилей.
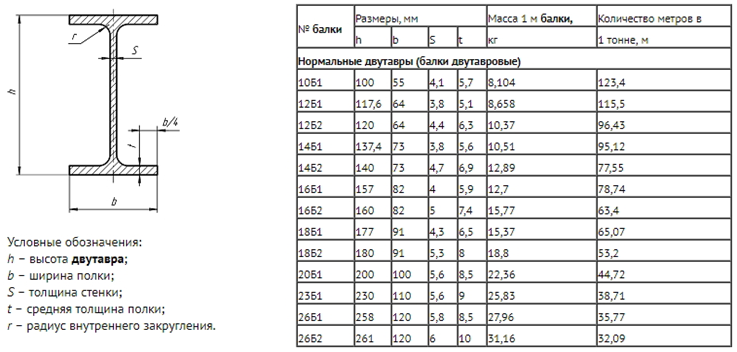
Профиль Б1 отличается от профиля Б2 высотой, толщиной полки и стенки при одинаковой ширине полок двутавра (для некоторых профилей незначительно отличается и этот показатель). Например: 26 Б1 - высота 258 мм при толщине поперечины 5,8 мм. и ширине полки 120 мм; 26 Б2 - высота 261 мм при толщине поперечины 6 мм. и ширине полки 120 мм.
Буквенные индексы будут обозначают вид профиля согласно ширине полок — то есть изделие 26Б2 будет иметь в сечении высоту 25,8 см., по ширине полок будет относиться к среднеполочным, а по способу изготовления — к горячекатаным балкам обычной точности, произведенным из стали 09г2с.
Кроме советских еще стандартов, в сфере производства двутавровых балок используется еще стандарт СТО АСЧМ 20-93, принятый в 1994 году ассоциацией предприятий и организаций черной металлургии. В нем кроме стандартных требований ГОСТ, содержится еще ряд дополнительных критериев к продукции, связанных с возможными отступлениями от идеальной нормы балки в сечении:
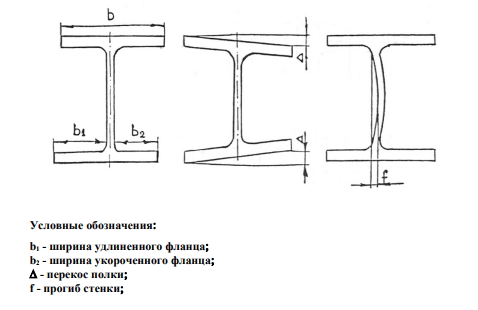
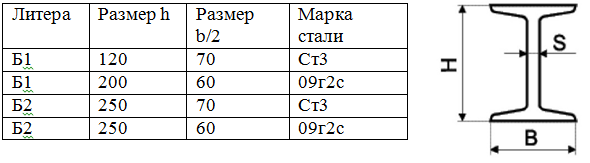
В случае использования такого стандарта маркировка изделия будет выглядеть так:

И показывать, что перед нами двутавровый профиль номер 20, который относится категории нормального Б1, имеет класс прочности 345, изготовлен из стали марки 09Г2С, и относится к категории 12 по ГОСТ 19281-89
Производство горячекатаных и сварных двутавровых балок
Производство двутавровых балок может производиться двумя способами: горячей прокаткой и сваркой.
При прокатке раскаленные слитки перемещаются по прокатному стану, подвергаясь обработке множеством валков – так что в результате их поперечное сечение уменьшается и меняет форму, а длина резко увеличивается.
Горячая прокатка – надежный способ производства двутавровых балок с одинаковыми стандартными параметрами, что обеспечивает высокую производительность процесса.
Однако, у прокатных станов есть и свои недостатки:
- во-первых – они не могут обеспечить высокое качество поверхностей у получаемых изделий, они получаются неровными из-за того, что на них остается довольно много окалины.
- во-вторых – прокатные станы могут выпускать только весьма ограниченный сортамент продукции, поскольку их переналадка очень сложна и трудоемка.
- в-третьих - размеры прокатных станов имеют свои пределы, которые ограничивают и размеры двутавровых горячекатаных балок.
Поэтому, если для создания каких-то конструкций требуются двутавровые балки с возможностями большими, чем у двутавра марки 60Б, то применяется сварной профиль.
Высота сварной двутавровой балки может достигать 1500 мм, допустимая длина – до 15 000 мм, ширина полки – до 8000 мм.
 Технология производства сварных двутавровых балок позволяет менять физические свойства этого профиля путем использования в одном изделии различных марок стали (т.н. комбинированные или дву-стальные балки).
Технология производства сварных двутавровых балок позволяет менять физические свойства этого профиля путем использования в одном изделии различных марок стали (т.н. комбинированные или дву-стальные балки).
При этом для испытывающих наибольшие нагрузки элементов балки используются марки стали с повышенной прочностью, а менее напряженнее производятся из обычной малоуглеродистой стали. Данный способ дает возможность снизить количество отходов и цену двутавровой балки без потери ее несущей способности.
Сварная технология используется при изготовлении тонкостенных, разнополочных, перфорированных, а также балок переменного сечения. При этом сечение сварного профиля сравнительно легко поддается оптимизации, что позволяет уменьшить вес металлоконструкции.
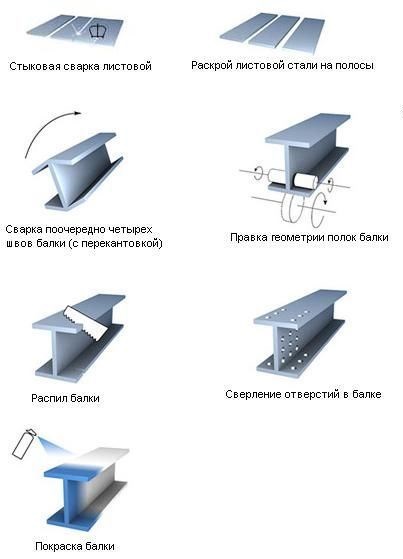
Однако, поскольку технологический процесс производства сварных двутавровых балок включает такие термические процессы, как резку заготовок и сварку под флюсом, то он неизбежно будет связан с возможностью возникновения тепловых деформаций металла и образованию т.н. «грибовидного профиля».
Поэтому после сварки двутавровые балки должны проходить дополнительную прокатку для выправления геометрии полок. После прокатки через систему роликов поверхность профиля очищают и наносят на нее защитное покрытие.