

Профнастил пользуется огромной популярностью не только в профессиональном, но и в любительском строительстве. В данном материале мы рассмотрим его основные разновидности и непосредственно производство профнастила, отличающееся масштабом и технологией.
Виды профнастила

Прежде всего, стоит определиться с самим понятием: профнастил – это гнутый металлический лист, имеющий волнообразный профиль. Геометрические характеристики профиля, как и ширина самого листа, могут отличаться.
Еще одно отличие – наличие защитного покрытия, продлевающего срок службы изделий и конструкций, собранных из них. Защитный слой может присутствовать на верхней или нижней плоскости или на обеих сразу. При этом его нанесение производится до того, как профилю будет придана необходимая форма.
Основную защитную функцию выполняет слой цинка. Разноцветное декоративно-защитное покрытие наносится поверх оцинковки. В качестве его выступают различные полимерные вещества (ПВХ, полиэстер, полиуретан) и лакокрасочные покрытия. Состав и цвет покрытия, наносимого на профнастил, выбирает изготовитель.
Согласно ГОСТ 24045-94, сортамент продукции делится на три вида с соответствующими маркировками:
- для настила покрытий (кровли) – маркировка «Н»,
- для монтажа стеновых ограждений (облицовки стен или установки заборов) – маркировка «С»,
- универсальные изделия, использующиеся в обоих вышеперечисленных случаях – маркировка «НС».
Основное отличие между этими разновидностями кроется в геометрии профиля, так как большая высота гофр обеспечивает большую прочность конструкции при вертикальной установке листа.
Здесь же отдельно стоит упомянуть наиболее популярные марки профлиста:
- С8,
- С10,
- С18,
- С44,
- НС35,
- МП20.
О последней марке стоит поговорить подробнее, так как она по праву считается наиболее востребованной. В отличие от остальных, профнастил МП20 выпускается в трех модификациях (типах), маркируемых латинскими буквами А, B и R. Типы А и B применяются для возведения ограждений, а тип R – для монтажа кровли.
Разобравшись с разновидностями производимого профнастила, можно переходить непосредственно к рассмотрению технологий изготовления.
Виды и технологии производства
Производиться профилированный лист может тремя различными способами. Рассмотрим их от наиболее дешевого любительского до массового заводского.
Ручное

Фактически, в этом случае изготовлением гофролиста можно заняться даже в собственном гараже. Все, что для него требуется – это запас сырья – нарезанного листового оцинкованного металла и специальный ручной станок для его профилирования.
Он представляет собой металлическую станину с подвижной частью, прижимаемой двумя поворотными ручками. Для работы на нем требуется два человека.
Лист вставляется в станок и с помощью прижима профилируется, периодически вручную продвигаясь вперед. Затем он разворачивается, и все операции производятся повторно, тем самым формируя полноценную трапецию в профиле.
Этот способ наиболее экономичен, но из-за малой скорости работы не может иметь массовый характер. Для серийного выпуска профнастила изготовитель использует более сложную, автоматизированную технику.
Полуавтоматическое

В отличие от предыдущего способа, когда профиль формируется поперек листа, при данном и следующем методе трапеции гофры создаются путем продольного проката заготовки по системе валков.
Полуавтоматический станок также требует участия в работе двух человек. Первый подает лист-заготовку на валки, вращаемые двигателем и автоматически проталкивающие ее далее по стану. Так как профилирующие валки расположены попарно и имеют соответствующую требуемому профилю поверхность, металлический лист, проходя через них, обретает форму. Второй работник принимает готовое изделие, выходящее с прокатного стана, и складывает его в стопку.
Данный метод позволяет существенно повысить скорость выпуска и улучшить качество получаемых изделий.
Автоматическое
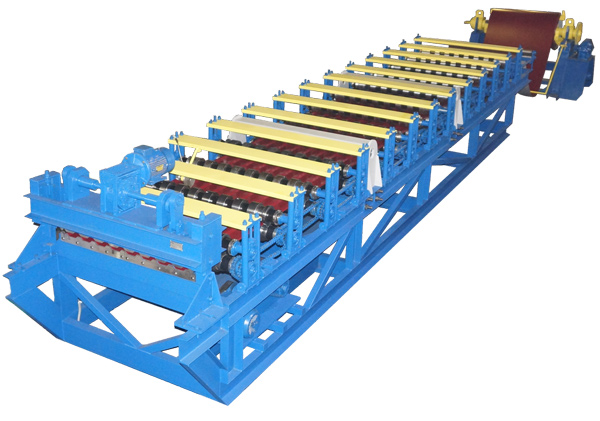
Производство профнастила на автоматизированных линиях является наиболее эффективным, но требует установки специализированного дорогостоящего оборудования, среди которого:
- разматыватель рулонной стали (в отличие от предыдущих методов здесь используются не готовые листы, а полноценные рулоны),
- прокатный стан,
- гильотина для нарезки сформированного полотна на отдельные изделия,
- устройство для приема,
- единая система автоматизации и управления.
Процесс изготовления на подобной линии устроен следующим образом.
Рулон-заготовка помещается на удерживающее устройство – разматыватель, а конец полосы подается на линию проката.
Непосредственно перед первой клетью (парой прокатных валков) стана установлен специальный нож. Он позволяет менять рулон листовой стали по мере необходимости (например, на рулон другого цвета), обрезая заготовку непосредственно в месте подачи и не расходуя сталь полностью.
Прокатный стан, являющийся основным узлом, состоит из клетей – горизонтальных пар прокатных валков. Форма валков меняется от клети к клети. Первые пары имеют плоскую поверхность и служат только для проталкивания стального листа, но чем ближе они расположены к концу линии, тем явнее выражен профиль. Последние клети формируют изделие, полностью соответствующее установленным требованиям.
Стан заканчивается гильотиной. Форма ее режущих кромок соответствует профилю производимого профнастила, что позволяет производить рубку полосы без изменения геометрии профиля.
Отрезанные изделия падают на приемное устройство, складывающее их в стопку. После отреза первого изделия процесс приостанавливается, а его геометрия и длина проверяется вручную. Если гофролист соответствует требуемым параметрам, стан запускается вновь. По мере наполнения стопки забираются погрузчиком и отправляются на склад.
Все вышеперечисленные устройства работают под управлением единой системы автоматизации, использующейся для задания основных параметров: скорости движения ленты, частоты реза (длины готового профнастила) и необходимого количества экземпляров. В дальнейшем, пока не кончится рулон заготовленной стали, привлечение рабочих не требуется: все работы будут осуществляться в автоматическом режиме.
Подобные автоматические установки используются на всех крупных предприятиях, занимающихся серийным выпуском профнастила, так как только они способны обеспечить должный объем, скорость и стабильно высокое качество производства профнастила.