

Пробивка отверстий в металле является одним из методов перфорации. За счет высокой производительности, относительной простоты выполнения и отличного результата он пользуется высокой популярностью.
Суть технологии
Чаще всего осуществляется пробивка отверстий в листовом металле толщиной 0,5–4 миллиметра, так как из-за особенностей конструкции используемого станка работа с трубами и более толстыми листами практически невозможна.
Сам процесс осуществляется с использованием пуансона – пробойника, изготовленного из твердых сплавов, и матрицы – перфорированной «подложки», на которой размещается заготовка. Пуансоны могут иметь разнообразные формы, что дает возможность нанесения перфорации различных видов.
Получаемые перфорированные листы могут использоваться в самых различных сферах и выступать деталями металлической мебели, каркасов рекламных конструкций, защитными кожухами и решетками.
Методы
Пробивка может осуществляться в ручном или автоматизированном режиме.
Ручной
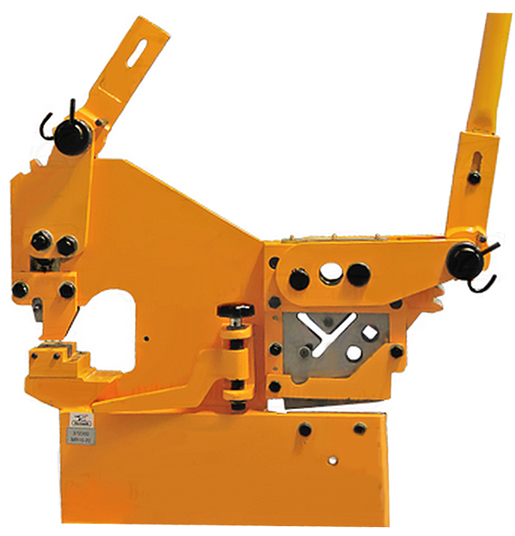
В данном случае используются специализированные пресс-ножницы. Они могут иметь различный принцип действия: механический, пневматический или гидравлический, но результат будет всегда одинаков.
Процесс выглядит следующим образом:
- Производится разметка заготовки – керном размечаются центры будущих отверстий.
- Размеченный лист вручную перемещается по станине пресс-ножниц до совпадения разметки с центром пуансона.
- Производится запуск пресса – пуансон выдавливает часть металла из заготовки, оставляя ее в матрице.
Из-за ручного контроля данный метод не может обеспечить высочайшей точности и производительности, поэтому на крупных производствах используются автоматические станки с ЧПУ.
Автоматизированный

Для автоматической пробивки применяются высокопроизводительные координатно-пробивные прессы. Предварительно, еще до размещения на столе заготовки, в их память вносится программа, содержащая информацию о расположении и форме всех необходимых отверстий.
Современные станки также называют револьверными, так как они имеют вращающийся барабан, в котором установлены пуансоны различных форм и размеров. В зависимости от программы они автоматически сменяют друг друга без участия человека и остановки работы. Подобная конструкция позволяет производить до 1500 отверстий в минуту.
В отличие от ручного метода, лист-заготовка закрепляется на столе специальными зажимами, которые производят ее перемещение в плоскости согласно внесенной программе. При этом во время работы головка пресса сначала прижимает металлический лист специальным прижимным кольцом, обеспечивающим фиксацию рабочей области, а затем использует соответствующий пуансон.
Благодаря использованию поворотного инструмента станок также может использоваться для осуществления перфорации сложной формы. Кроме того, он обладает дополнительным функционалом и может производить пуклевку, формовку и неполную пробивку, что существенно расширяет возможности изготовления.
Особенности
Как и другие технологии, пробивка отверстий в листовом металле имеет определенные преимущества и недостатки.
К плюсам можно отнести:
- Высокую скорость производства с использованием станка с ЧПУ.
- Высокие показатели точности – до 0,05 миллиметра.
- Возможность ручной пробивки на небольших производствах практически без потери качества.
Присутствуют и минусы:
- Небольшой диапазон допустимых значений толщины заготовки.
- На толщинах, близких к максимальным, по краям отверстия могут образоваться неровности и заусенцы, требующие дополнительной обработки.
Несмотря на перечисленные недостатки, пробивка отверстий в металле пользуется стабильно высоким спросом в самых различных сферах производства и не спешит уступать другим методам перфорации.