

 Пробивание (прокалывание) - это способ получения отверстий в металле с помощью давления, с применением пуансона и матрицы. Пробивание отверстий в металле может производиться специалистами компании «Стальной выбор» как с применением ручных пневматических, так и стационарных механических или гидравлических прессов.
Пробивание (прокалывание) - это способ получения отверстий в металле с помощью давления, с применением пуансона и матрицы. Пробивание отверстий в металле может производиться специалистами компании «Стальной выбор» как с применением ручных пневматических, так и стационарных механических или гидравлических прессов.
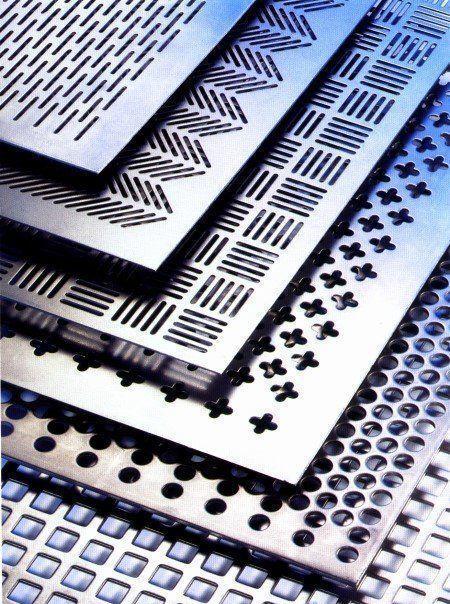
Пробивание отверстий - операция более производительная по сравнению со сверлением, поэтому ее имеет смысл применять там, где требуется получить большое количество отверстий в короткие сроки. Наиболее всего востребована эта технология при производстве деталей для металлоконструкций с последующей сборкой.
При пробивке отверстий для получения необходимого давления применяются матрицы и штемпели, произведенные из высокопрочной инструментальной стали. Однако использование технологии пробивки металла имеет ряд существенных недостатков, которые накладывают ограничения на ее применение. В частности, при таком воздействии, вокруг пробитых отверстий могут возникать радиальные микро-трещины, которые опасны тем, что в них может начать развиваться коррозия. Кроме того, дырки, полученные пробиванием, будут иметь небольшие заусенцы на кромках, а их диаметр с одной стороны стального листа будет несколько больший, чем с другой.
Поэтому технологию пробивания не следует использовать, если диаметр необходимого отверстия меньше толщины обрабатываемого металла. Тем не менее, технология пробивки широко применяется для получения большого количества отверстий в сравнительно пластичных низкоуглеродистых сталей, сплавов цветных металлов и нержавеющей стали.
Если вы хотите воспользоваться этой технологией, то обратитесь за консультацией к специалистам «Стального выбора» - они помогут вам подобрать наилучший способ ее применения.
 Гальваническая оцинковка — это один из наиболее популярных способов нанесения антикоррозийного цинкового слоя на поверхность изделий из черных металлов. Этот процесс происходит в электролитическом растворе, когда ионы цинка, обладающие положительным зарядом, оседают на поверхности стали. При этом образуется устойчивый слой цинка толщиной от 4 до 20 микрон, точно повторяющий контуры изделия. Поскольку электрический потенциал цинка гораздо ниже, чем у черных металлов, то даже такой тонкий слой цинкового покрытия способен защищать металл от электрохимической коррозии при соприкосновении с водой.
Гальваническая оцинковка — это один из наиболее популярных способов нанесения антикоррозийного цинкового слоя на поверхность изделий из черных металлов. Этот процесс происходит в электролитическом растворе, когда ионы цинка, обладающие положительным зарядом, оседают на поверхности стали. При этом образуется устойчивый слой цинка толщиной от 4 до 20 микрон, точно повторяющий контуры изделия. Поскольку электрический потенциал цинка гораздо ниже, чем у черных металлов, то даже такой тонкий слой цинкового покрытия способен защищать металл от электрохимической коррозии при соприкосновении с водой.



