



Проволока — один из самых востребованных видов изделий из металла. Она может быть стальной, медной, титановой, из алюминия, цинка, никеля и их сплавов. Бывают и биметаллические и полиметаллические проволоки. Без проволоки невозможно представить себе электротехнику — но не только.
Стальная проволока нужна и при производстве пружин, гвоздей электродов, свёрл. Хотя для таких целей используется даже не сама проволока, а ее полуфабрикат - стальная катанка. Посмотрим, как ее, а потом и проволоку, производят из цельной стали.Собственно, изготавливают катанку так же, как и всякий иной прокат: заготовку в виде бруска (блюма) раскаляют до состояния "красной мягкости", а затем пропускают через вальцы, которые вытягивают горячий металл в катанку с сечением до 10 мм. - и далее поступает на мотальный станок, где и укладывается кольцами.
Ответственное охлаждение
 После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
Естественное охлаждение дает более мягкую и пластичную катанку (а затем и проволоку), а ускоренное — более жесткой и упругой. Ускорить охлаждение катанки могут промышленные установки-вентиляторы или потоки воды. При первом способе охлаждения в маркировке катанки будет указываться УО1, а при втором – УО2.
Ускоренно охлажденную катанку (предназначенную для производства проволоки в дальнейшем) зачищают от окалины, которой на катанке УО1 не должно быть более 18 килограмм на тонну, а для катанки УО2 – не более 10 кг/т. Окалина удаляется либо механическим путем (тогда катанка пропускается через специальный станок-окалиноломатель), либо химическим, когда поверхность катанки протравливают раствором серной кислоты с добавлением поваренной соли, тринатрийфосфата и др. добавок.
Химический способ дает более ровную поверхность, но он же чреват приобретением металлом т.н. «травильной хрупкости». Механический способ в этом отношении безопасен, поскольку - но он менее надежен и выдает шероховатую поверхность.
Гвозди, болты и ГОСТы
Какой же из способов очистки катанки лучше? Это зависит от того, что из нее собираются делать.
Для гвоздей требуется заготовка с гладкой поверхностью, а для изготовления арматуры, электродов или болтов подойдет и шероховатая.
Кроме того, на поверхности катанки, предназначенной для производства проволоки, могут образовываться специфические дефекты - заусенцы либо закаты. Заусенцы — это выпуклости, которые при дальнейших операциях будут сдираться и «закатываться» (отсюда и название другого дефекта - закаты).
Плохо влияют на свойства металла в катанке заварившиеся пузыри – волосовины - и «усадочные раковины», которые возникают, если перед прокаткой металл был нагрет слишком сильно и оттого утратил часть углерода, «выгоревшего» при прокаливании.
Для проверки качества катанку подвергают испытаниям, главным из которых является проверка эластичности. Качественная катанка может спокойно выдерживать изгиб на 180 градусов вокруг штырька, имеющего такой же диаметр, как и у подвергаемой испытанию катанки. Более подробно ознакомиться с требованиями, предъявляемыми к такому металлопрокату, можно в ГОСТ 30136–95.
В этом ГОСТе диаметры катанки в 5, 5,5, 6, 6,3, 6,5, 7, 8 и 9 мм определены как стандартные и обязательные к изготовлению для всех производителей. По желанию заказчика металлургические предприятия могут производить катанку с сечением и больше 9 мм, но такие заказы бывают довольно редко.
В силу технологических особенностей дешевле всего обходится производство катанки диаметром 8 мм – она и пользуется наибольшим спросом. Добавляет «калибру» 8 мм. и удобство расчетов:
-один метр катанки диаметром 8 мм. имеет массу около 400 г. (395 г., если быть точным),
-в тонне такой катанки будет 2531 метр (то есть 2,5 километра «с небольшим запасом»).
Это очень удобные цифры - их легко запомнить, не надо заглядывать в специальные таблицы.
Поставка и маркировка
 Готовая катанка сматывается в бухты весом не менее 160 кг. Обычно каждая бухта представляет собой сплошной отрезок, который маркируется по требованиям ГОСТ 7566. На каждый моток крепится маркировочная метка, в которой указывается завод-изготовитель, диаметр катанки, сорт и марка стали, номер плавки. Тем не менее, допускается сматывание в одну бухту и двух отрезков катанки – но если только один отрезок не будет больше 10% от массы мотка. При этом производитель должен гарантировать свариваемость изделий и поставить два маркировочных ярлыка – по одному на каждый отрезок.
Готовая катанка сматывается в бухты весом не менее 160 кг. Обычно каждая бухта представляет собой сплошной отрезок, который маркируется по требованиям ГОСТ 7566. На каждый моток крепится маркировочная метка, в которой указывается завод-изготовитель, диаметр катанки, сорт и марка стали, номер плавки. Тем не менее, допускается сматывание в одну бухту и двух отрезков катанки – но если только один отрезок не будет больше 10% от массы мотка. При этом производитель должен гарантировать свариваемость изделий и поставить два маркировочных ярлыка – по одному на каждый отрезок.
По техническим условиям ТУ 14-15-254-91 катанка по ТУ изготавливается 4-х классов:
класс ВК - катанка канатная высококачественная;
класс ВД - катанка высокой деформированности;
класс КК-катанка канатная качественная;
класс ПД - катанка конструкционная.
Катанка в деле и производстве
 Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин - и, разумеется, производстве проволоки.
Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин - и, разумеется, производстве проволоки.
Производство проволоки
Технология превращения катанки в проволоку на первый взгляд особой хитрости не представляет: металл заготовки последовательно протаскивают (проволакивают) через все более узкие глазки (волоки) – до тех пор, пока не будет достигнут необходимый малый диаметр проволоки.
Однако на самом деле волочение требует нескольких этапов, а именно:
- травление полуфабриката (катанки) в 50% растворе серной кислоты при температуре около 50 градусов очистки от окалины;
- предварительный отжиг металла, который производится для придания металлу мелкозернистой структуры;
- нейтрализация сернокислого раствора и промывка заготовок;
- утончение концов катанки при помощи молота или специальных валков;
- производство самого волочения;
- выполнение финального отжига.
Само волочение может быть :
- однократным, если заготовка протягивается через одну волоку, после чего накручивается на барабан и снимается.
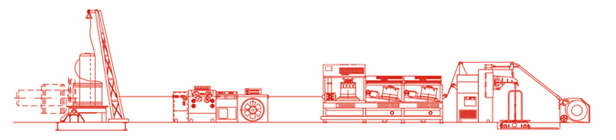
- многократным, когда проволока протягивается последовательно через несколько волок, которых может быть до 15 и более. Такая технология уменьшает время, которое затрачивается на производство проволоки, обеспечивает высокую производительность и постоянство условий обработки (которые могут сильно нарушаться при повторении однократных волочений).
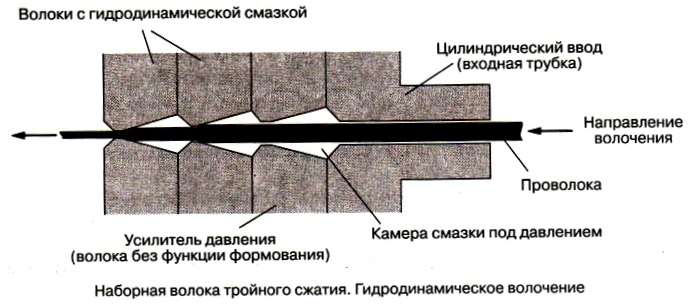
Но при всех достоинствах многократного волочения на заводах применяют сдвоенные волоки. При этом они при работе нагреваются от трения нагреваются до столь сильно, что нуждаются в системе охлаждения, для которой обычно используется водный раствор мыла, который одновременно является и смазкой.
Однако на самом деле волочение – это только половина дела. При этом процессе металл подвергается огромным нагрузкам на растяжение, в результате чего его кристаллическая решетка деформируется, а внутренние напряжения накапливаются. Полученная таким путем проволока получается малопластичной, приобретает хрупкость, плохо гнется и легко ломается.
И чем больше удлиняется катанка при волочении – тем сильнее проявляются эти неприятные эффекты.
Поэтому важным этапом в изготовлении проволоки является ее повторная термообработка – отжиг, который должен восстановить кристаллическую решетку и снять перенапряжения в металле. Для этого требуется уже протянутую проволоку нагреть и медленно охладить.
Существует два вида отжига, применяемых в производстве проволоки:
светлый – он производится в колпаковых печах в атмосфере из какого-то инертного газа. Поверхность полученной этим способом проволоки будет чистой, безо всякой окалины, но и цена продукции – более высокой. В маркировке этот вид термообработки будет обозначен литерой «С»;
темный – он происходит в присутствии кислорода, отчего проволока покрывается слоем окислов и окалиной. Наличие окалины плохо влияет на товарный вид, проволока пачкается, но на ее рабочие качества это не влияет никак – зато обходится "темный" вариант отжига гораздо дешевле. Проволока после такой обработки маркируется буквой «Ч».
Отожженные изделия приобретают пластичность и становятся удобны при плетении различных видов сеток.